

商品介紹

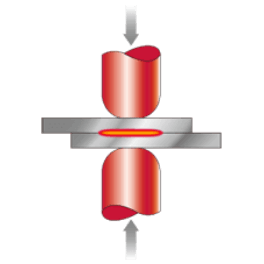
點焊機
點焊主要用於薄板的焊接。點焊的電阻焊接設備可以是固定式或桌上型焊接機、便攜式點焊槍或機器人焊槍,以及針對不同應用設計的多頭點焊機。點焊的建議最大每片厚度為5毫米。可焊材料包括低碳鋼、不銹鋼、鍍鋅鋼、鋁合金、銅合金、鈦合金、高強度鋼、碳鋼等。一般來說,點焊一次焊接一個點,而浮凸焊則可在薄板上的凸起點同時焊接多個點。

More

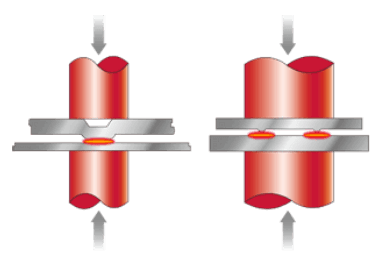
浮凸焊接機
浮凸焊的特點是將預定焊點或焊接物件上所謂的凸出物或壓紋與其母材連接起來。 不同於點焊的焊點是由電極的尺寸或形狀來決定,浮凸焊的焊接電流與焊接力量侷限集中在焊點上。 浮凸焊的凸點可以通過在鈑金上壓花、在實體件上進行機械加工或冷鍛以及在物件邊緣上沖壓產生。 浮凸焊相較於點焊應用更廣;從螺母和螺栓到板材部件的焊接,甚至大至平板與捲棒的焊接以製成格柵板等都屬於浮凸焊接的範疇。
More

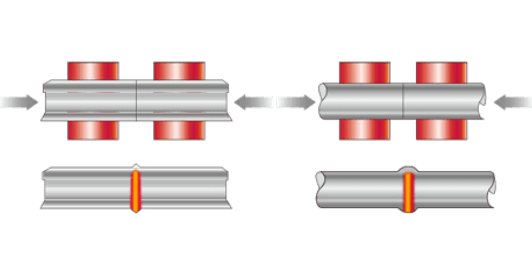
輪焊機
不同於靜態焊接的點焊和浮凸焊,輪焊是通過移動進行焊接。一個或兩個輪盤轉動,在板材部件上進行一連串交疊的點焊,讓焊接後的物件得以不洩漏氣體或液體。輪焊可分為滾點焊和縫焊。滾點焊是一個點或一連串焊點與一段冷卻時間的互換,但在焊接過程中不移開電極。滾點焊在煞車來令的焊接過程中可以被很好地描繪出來,平板片上的壓花就是滾點焊製成的。縫焊在輪焊中又可分為連續縫焊和脈衝縫焊。連續縫焊是沒有冷卻時間的交疊點焊,然而脈衝縫焊是有冷卻時間的交疊點焊,但冷卻時間相當短,所以焊點仍然是彼此相連在一起。連續縫焊和脈衝縫焊可以在同一台機器上運行。連續縫焊和脈衝縫焊之間的選擇可以根據板材部件材料和焊接外觀來決定。輪焊機在電極輪盤上也可分為內部冷卻和外部冷卻,其選擇會因為板材部件材料、要達到的焊接強度和焊接物件的應用而有所改變。

More

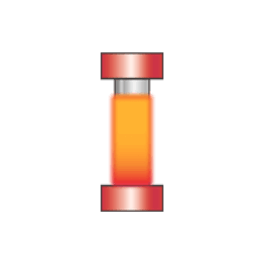
閃碰焊機與碰焊機
閃光對焊 / 對焊是一種不需要焊接材料重疊的電阻焊接。它通常用於連接相同或不同截面的管、棒、杆、片或板。對焊也稱為頂鍛焊。焊接的熱量來自於可動部分與固定部分之間接觸產生的電流電阻。當焊接部位接觸時,材料開始閃光並從焊接區域產生火花(金屬損失)。閃光過程使焊接部位的截面加熱,然後進行對焊(頂鍛焊)過程。頂鍛過程是加速可動部分向固定部分移動,並施加更高的電流。快速速度和持續壓力將兩個部件焊接在一起。
More

先端接合與熱處理系統
利用 擴散接合 (Diffusion Bonding) 與 擴散焊接(Diffusion Welding)等固態製程,在不達到液相(熔化)的情況下,透過原子擴散達成材料的轉換與連接。 藉由這些精密的接合方式,系統能完整保持材料特性、防止氧化並確保極佳的導電率,滿足電動車、航太及電力電子產業的高標準工業應用。四項以固態材料轉換與組裝為核心的技術:「真空粉末燒結」將金屬粉末緻密化為高密度固態組件;「固態成型」將絞線或箔材壓縮成堅固的塊體或端子;「固態接合」利用擴散焊接在不熔化的情況下使不同零件達成分子級結合;以及「加熱與退火」提供受控的熱處理以優化機械性能。透過原子擴散與閉迴路程序控制,這些系統確保了材料的最大完整性、零氧化以及跨產業的高標準生產需求。
More